Грузила для джигитов
Автор: Владислав Ишутин
Думаю, не секрет, что большинство российских рыболовов – люди
мастеровые, порой диву даешься, на что способны народные умельцы. Но
вот изготовление грузил своими руками как-то не "котируется",
большинство предпочитает грузила и джиг-головки покупать. И дело тут,
пожалуй, не в том, что не хотят, а скорее, не совсем понимают, как
грузила изготавливать. На самом же деле все не так сложно.
Технология изготовления грузил и джиг-головок, которую я в конечном
итоге разработал, настолько проста, что ее может повторить любой, кто
хотя бы раз в жизни держал в руках напильник и лобзик. И самое
замечательное в этой технологии то, что вы можете заранее задать форму
грузила и составить линейку весов по своему усмотрению еще до их
изготовления.

О том, как это сделать, я и хочу рассказать читателям журнала. Как
вы, может быть, помните из школьного курса физики, минимальное
сопротивление при движении в потоке воздуха или жидкости имеет
каплеобразная форма. Так вот, подобная форма в продольном и поперечном
сечении и оказалась оптимальной. Для того чтобы изготовить литьевую
форму, необходимо выполнить будущее грузило в макете из дерева. Для
этого я использую обычную многослойную фанеру толщиной в 1 см, может,
чуть больше, в зависимости от веса изделия, которое мы собираемся
получить.
Берем прямоугольный обрезок такой фанеры размером примерно 15✕20 см,
если больше — лучше, пропорции не важны. Объясню почему. Чтобы заранее
знать вес будущего грузила, нам надо определить плотность фанеры, из
которой будем делать макет. Измеряем длину, ширину и толщину фанерного
листа, затем его взвешиваем. Чем больше габаритные размеры листа, тем
точнее вычисления.
Умножаем длину на ширину и на толщину и получаем объем в кубических
сантиметрах. Затем делим вес в граммах на полученный объем и получаем
удельный вес в граммах на кубический сантиметр. Например, у нас
получилось 0,6 г/см³. Зная, что плотность свинца равна 11,3 г/см³, делим
плотность свинца на то, что мы получили, находим коэффициент
пропорциональности. В данном случае он равен 18,8. Теперь мы знаем, что
если деревянный эскиз грузила будет весить 1 г, то уже готовое грузило —
почти 19 г.


Аналогично можно посчитать и обратные пропорции. Из вышесказанного
можно видеть, что понадобятся весы, с точностью хотя бы до сотых долей
грамма. Если у вас есть знакомый физик или химик, работающий в школе, то
наверняка он сможет вам помочь, выделив лабораторные весы на пару дней,
а больше и не нужно.
Далее нам понадобятся: пластиковая баночка из-под фотопленки,
небольшая, желательно тонкая пластина гетинакса, стеклотекстолита или
какого-то пластика, совсем небольшой лист ватмана и гипс. На фанере
карандашом или тонкой ручкой рисуем контур будущего грузила и аккуратно
выпиливаем лобзиком по контуру. Затем выпиленную заготовку прикладываем к
листу фанеры той стороной, где был рисунок, и обводим. Снова
выпиливаем.
У нас получились две практически одинаковые заготовки, только одна
левая, а другая правая. Затем берем клей, желательно густой ПВА, и
смазываем заготовки с той стороны, где были нанесены рисунки. Берем
небольшой кусочек ватмана и кладем его между заготовками — это очень
важно, потом будет понятно почему. Заготовки центруем так, чтобы они как
можно точнее совпадали, и затем сильно сжимаем. Лишний клей выдавится, а
ватман впитает влагу из оставшегося клея и соединение будет прочным уже
минут через двадцать–тридцать, но лучше выдержать чуть больше. Наша
заготовка готова к обработке.
Профиль будущего грузила мы уже задали, когда рисовали его контур
перед выпиливанием; теперь напильником задаем окончательную форму.
Заготовка из фанеры удобна тем, что можно контролировать симметричность
половинок по образующемуся рисунку. Когда, с нашей точки зрения, форма
выполнена, заготовку взвешиваем. Если мы делаем грузила по заранее
заданной линейке весов, то заготовку нужно подогнать под нужный вес.
Хочу привести пример, как составить лине йку весов грузил.
Если кому-то не хочется заниматься этим самостоятельно, то он может
ею воспользоваться. При составлении, прежде всего, нужно исходить из
того, что не следует брать шаг, скажем, в 2 г от начала до конца. Ведь
грузы в 4 и 6 г отличаются на 50%, а 40 и 42 г — всего на 5%. Поэтому, я
предложил бы такую линейку: 6, 8, 10, 12, 14, 16, 19, 22, 25, 28, 32,
36, 40, 45 и 52 г. Наличие в запасе всех этих весов — это, так сказать,
на все случаи жизни. Чаще используется лишь 5–7 весов. Если для вас
этого достаточно, то на этом можно и остановиться. Если заготовка
получилась весом в 1 г, значит из нашего примера, она почти
соответствует будущему грузилу в 19 г. А линейка заготовок будет
выглядеть следующим образом: 0,32, 0,43, 0,53, 0,64, 0,74, 0,85, 1,01,
1,17, 1,33, 1,49, 1,7, 1,91, 2,13, 2,4 и 2,77 г соответственно.


Теперь видно, для чего нужны точные весы. Когда заготовка выполнена
окончательно, берем скальпель или острый нож и аккуратно, там, где
находится ватман, разделяем ее на правую и левую половины. Остатки
ватмана нужно аккуратно счистить, а место соединения зачистить надфилем
или мелким напильником. Затем берем баночку из-под фотопленки и
выпиливаем из гетинакса или стеклотекстолита пластинку такой формы,
чтобы она могла немного внатяг входить внутрь, причем наружу должно
выступать еще пару сантиметров. При этом нужно иметь в виду, что баночки
изготовляются с небольшой конусностью к нижней части. На дне баночки
имеется округлый выступ. В нем делаем небольшую прорезь так, чтобы
подготовленная пластина вставлялась нижней частью в эту прорезь.
Этим самым мы центрируем пластину и не даем ей случайно уйти в
сторону. Дальше нужно быть очень аккуратным — наступает ответственный
момент, когда вся работа может пойти насмарку. Берем одну из половинок
заготовки и приклеиваем моментальным клеем примерно посередине пластины,
точнее той части, которая будет находиться внутри баночки. Место
склеивания желательно обработать наждачкой-нулевкой для более прочного
соединения. Так как у нас грузило будет асимметрично, то более толстая
часть должна быть сверху. Это нужно для того, чтобы потом было удобнее
их отливать, особенно мелкие грузила.
Теперь нужно очень аккуратно приклеить вторую половину. Она клеится
так же, как и предыдущая, но необходимо очень точно совместить обе
части, при этом нужно помнить, что клей называется ≪моментальным≫
потому, что он схватывается за секунды. Если вы сомневаетесь, что
сможете быстро и точно совместить обе половины, можно подстраховаться.
Это займет несколько больше времени при подготовке, но вы будете
уверены, что не надо будет подгонять половинки на глазок при склейке.
Для этого, как только выпиленные половинки будут соединены, возьмите
сверло диаметром 0,8 мм и аккуратно просверлите две дырки: на треть от
передней и задней части. Используя потом отрезки скрепок как
направляющие, правую и левую половины можно легко и быстро соединить.
На этом предварительная работа закончена, можно приступать к
изготовлению непосредственно литьевой формы. Перед тем, как поместить
пластину с заготовкой в баночку, смазываем все, в том числе и внутреннюю
часть баночки густой смазкой типа солидола, в крайнем случае можно
использовать сливочное масло, для того чтобы гипс легко отделялся, после
того как застынет. После этого разводим гипс до консистенции жидкой
сметаны и заливаем в баночку. При этом по баночке нужно постоянно
постукивать пальцем или карандашом, чтобы образующиеся при реакции
пузырьки поднимались к поверхности, а не образовывали внутри каверны,
существенно снижающие прочность и долговечность полученной литьевой
формы. Поэтому разводимый гипс не надо делать слишком густым.
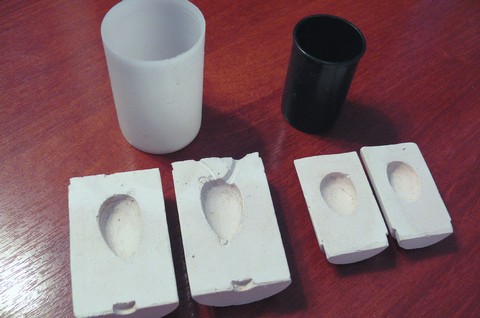
После того, как гипс хорошо схватится, можно извлекать литьевую
форму. Если все сделано правильно, то выполнить это достаточно легко.
Затем гипс нужно хорошо просушить. Для этого лучше всего отложить
дальнейшую работу с ним на следующий день, если же время поджимает, то
можно просушить, скажем, на электрической плите на самом малом нагреве
не меньше чем за час. Итак, у нас получились две половины. Берем одну из
них и круглым надфилем протачиваем литниковое отверстие (его надо
делать достаточно широким) и отвод для выхода воздуха. Шилом или
скрепкой делаем посадочные места под ≪уши≫ будущего грузила.
Заднее желательно выполнить так, чтобы потом его можно было повернуть
на четверть оборота, это понадобится, если мы будем использовать данное
грузило при джиговой ловле с мягкими приманками. То, что мы делаем
выточки только на одной половинке — ничего страшного, потому что ушки
будут смещены в сторону от продольной оси всего-то на половину диаметра
используемой проволоки. Литьевая форма готова к работе. Сгибаем из
скрепки или соответствующей проволоки ушки, укладываем в посадочные
места и осторожно сдвигаем обе половинки. Скрепляем их резиновым
кольцом, отрезанным от старой велосипедной камеры, или резиновым же
кольцом из набора, которые продают упаковками по 100 г в любом отделе
канцтоваров. Можно заливать свинец.
Для этого примите соответствующие меры предосторожности. Работать
лучше в хлопчатобумажных перчатках. После того, как свинец расплавится,
желательно дать ему прогреться еще 3–5 минут, для того чтобы он не стал
сразу застывать внутри формы,— в этом случае внутри грузила могут
образоваться пустоты, что нам совсем не нужно. Заливаем и ждем секунд
20–30, пока свинец затвердеет. После этого форму можно разбирать.
Извлекаем грузило и при помощи бокорезов и скальпеля или ножа удаляем
все лишнее. Грузило готово. В готовой форме отлить джиг-головку просто.
Для этого на другой половине формы делаем посадочное место под
специальный крючок для джиг-головки. Если постараться, то такие крючки
можно найти в продаже.


Они не очень востребованы, поэтому стоят не так уж и дорого. Выточку
под крючок жела-тельно сделать так, чтобы она не совпала с литниковым
отверстием. Точнее, нужно исходить от обратного: если вы сразу
предполагаете из одной формы отливать и грузила, и джиг-головки, что
вполне возможно, то литниковое отверстие нужно делать с учетом этого.
То, что при переходе с одного изделия к другому будут получаться
дополнительные элементы на грузиле, ничего страшного, лишнее легко
удаляется при помощи тех же бокорезов и скальпеля.
Если кто-то тревожится о том, не потеряют ли крючки свою прочность
при отливке джиг-головок, его можно успокоить: температура отпуска стали
примерно 900 °C, а температура плавления свинца — 327, что намного
меньше. Используя ту же технологию, можно изготавливать и балансиры.
Здесь желательно использовать аккумуляторный свинец — из-за его
жесткости. Что же касается цвета, то почти все балансиры красятся, а
вместо хвостика из поликарбоната, можно изготовить хвост из какого-либо
меха.

Возможно, кому-нибудь придет в голову мысль делать литьевую форму
сразу для нескольких типоразмеров грузил. Я бы все же не советовал это
делать потому, что при сушке гипсовую пластин у из-за неравномерности
высыхания иногда слегка ≪ведет≫, что негативно сказывается на готовом
изделии, к тому же одиночными формами пользоваться намного легче, а в
случае повреждения одной из них легко можно изготовить новую. Надеюсь,
мои советы помогут вам в вашем увлечении. Удачи на рыбалке и до новой
встречи на страницах журнала!
Автор: Владислав Ишутин
Размещено с согласия автора
Впервые опубликовано в журнале «Рыбалка на Руси №11 2009»
